lookforjoe
True Classic
Nice find on the filler neck body seal.
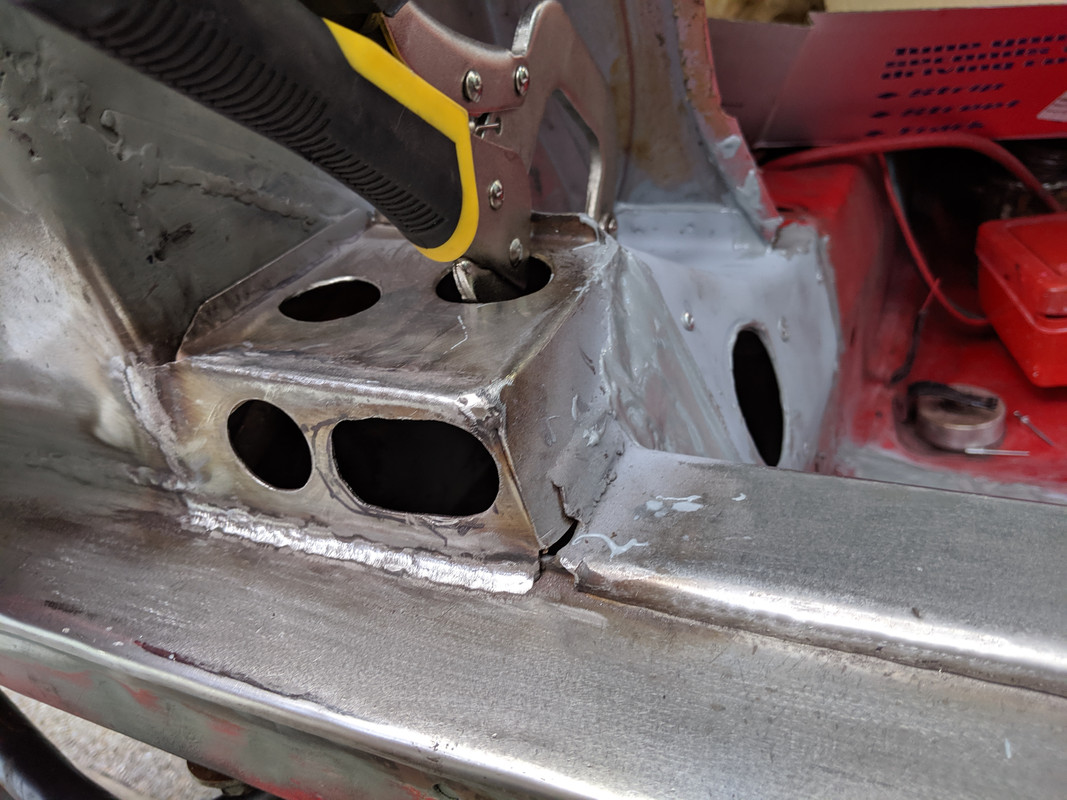
Getting that all welded together looks like fun. How do you intend to join the horizontal area to the vertical area at the right? You have created a strong left to right beam, transferring that load into the side and triangulating for torsion would be of value. Perhaps a surface which closes off this box with a vertical leg which is welded to the vertical using both plug and seam welding along the edge?
I would want to make some ports to spray a Fluid Film like product into those cavities from above and below. Some of your more northern neighbors swear by this stuff to prevent rust over the long term. This fall I will be doing the ‘new’ Jeep and whatever I end up buying as my daily for the next 20 years to augment the existing rust proofing of both.
https://www.fluid-film.com/
Not sure what you mean without markup on a pic
 I'll be adding another brace in the right to make a "Y" out of the continuation. The cover will be in two sections, so a short piece welded to the vertical seam and the right side end, then a long section also welded to the vertical & then running from that over to the left side.
I'll be adding another brace in the right to make a "Y" out of the continuation. The cover will be in two sections, so a short piece welded to the vertical seam and the right side end, then a long section also welded to the vertical & then running from that over to the left side.There is at least an inch or so depth below that inserted box section to the lower plate, which has several openings through which I can spray cavity wax. I bought a KBS product. I actually still have some Volvo product from the '80's, comes in several stages, but the original gun is a real pita to clean. I can heat it & apply in semi-liquid form in the more accessible areas though.
Last edited: