lookforjoe
True Classic
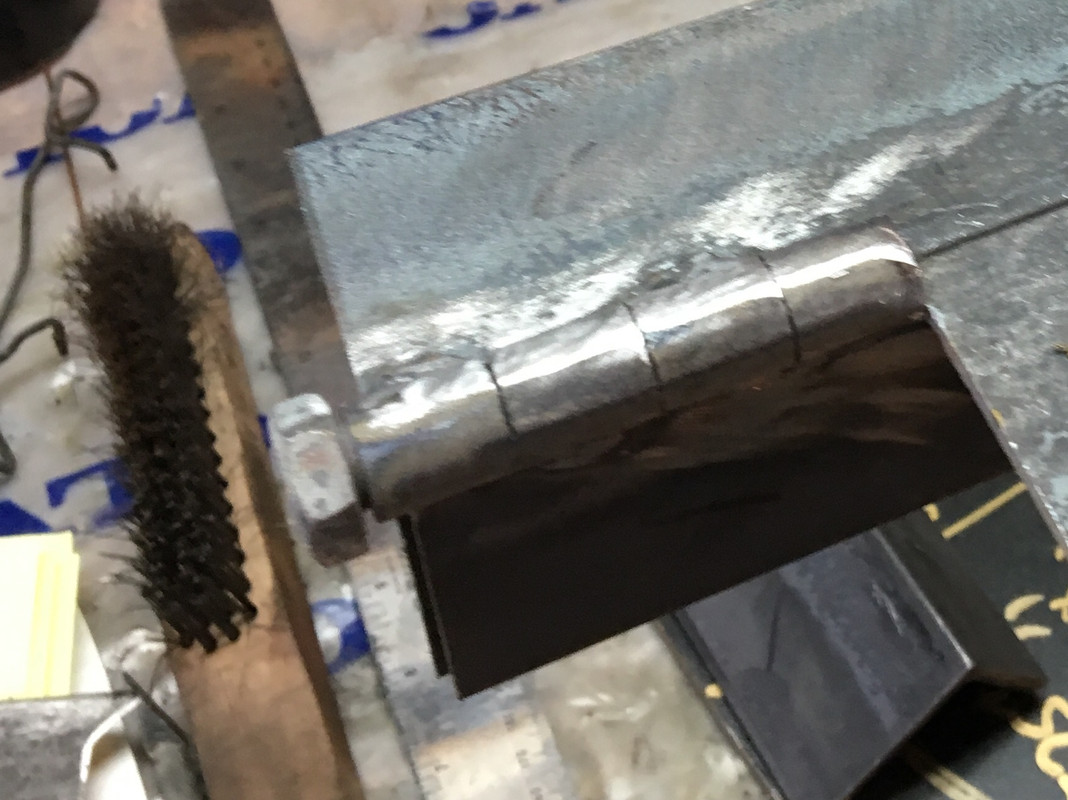
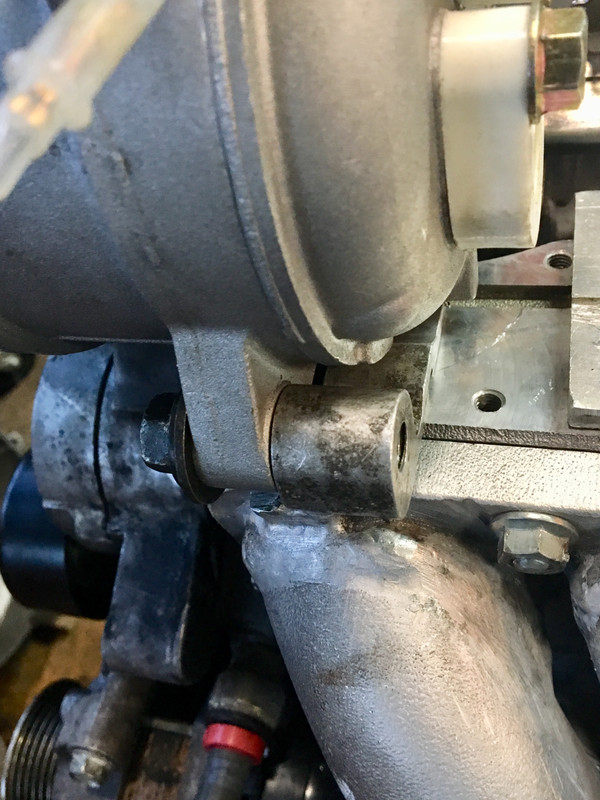
wait... how did you weld this up without melting the rubber? did you pop out the rubber bushings first?
View attachment 19380
Hello Darin. Yes, I have mad weld-skillz
 .
. I removed the bushings & popped them back in with some silicone spray after. Couldn't find any 10-32 threaded barrels here. I tried drilling the original metal rod & tapping it, but between the wall ending up too thin after drilling for me to feel comfortable using it and the 10-32 tap snapping, I said f-it & chopped the heim heads off.