lookforjoe
True Classic
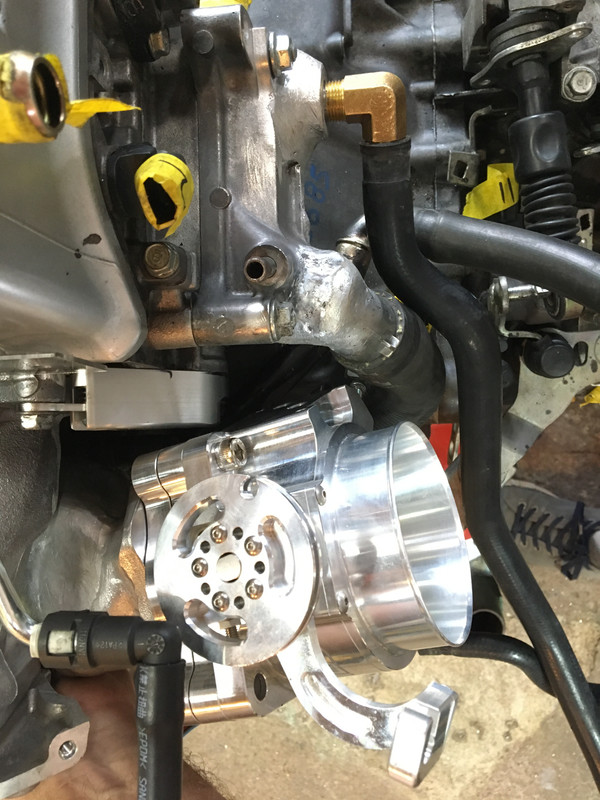
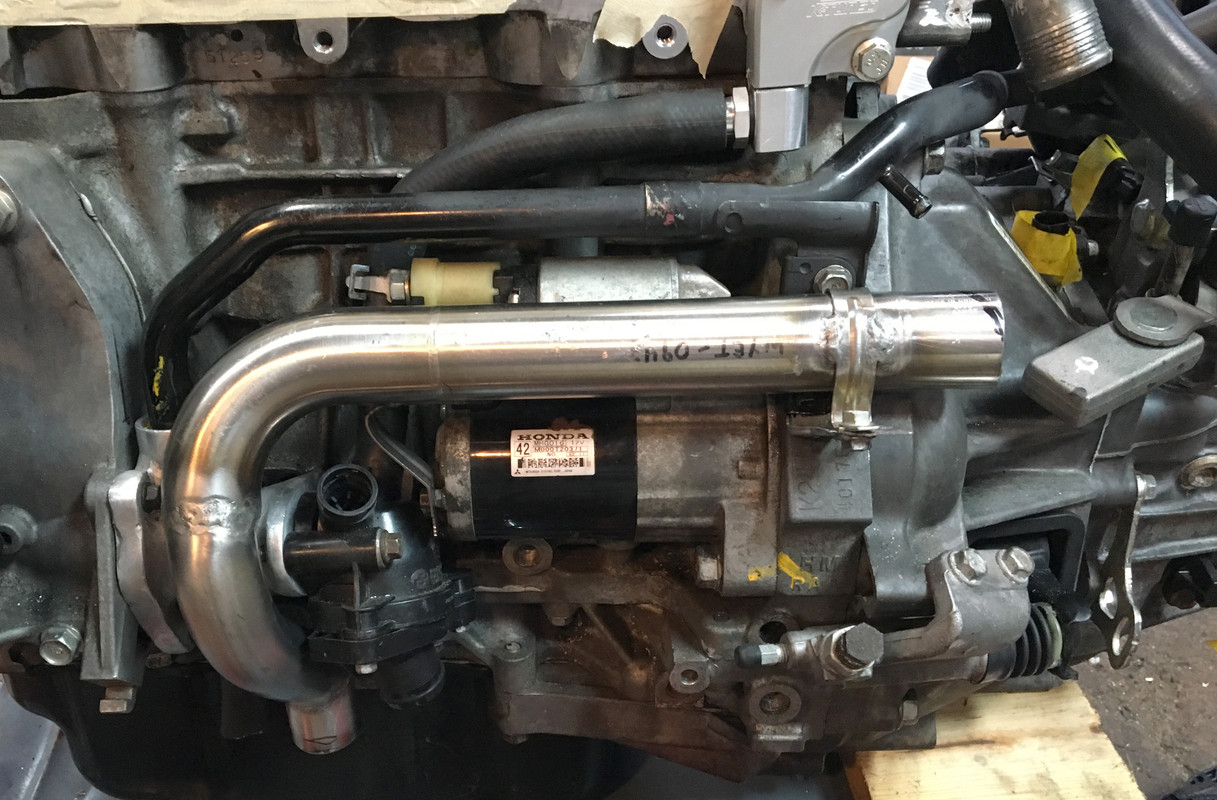
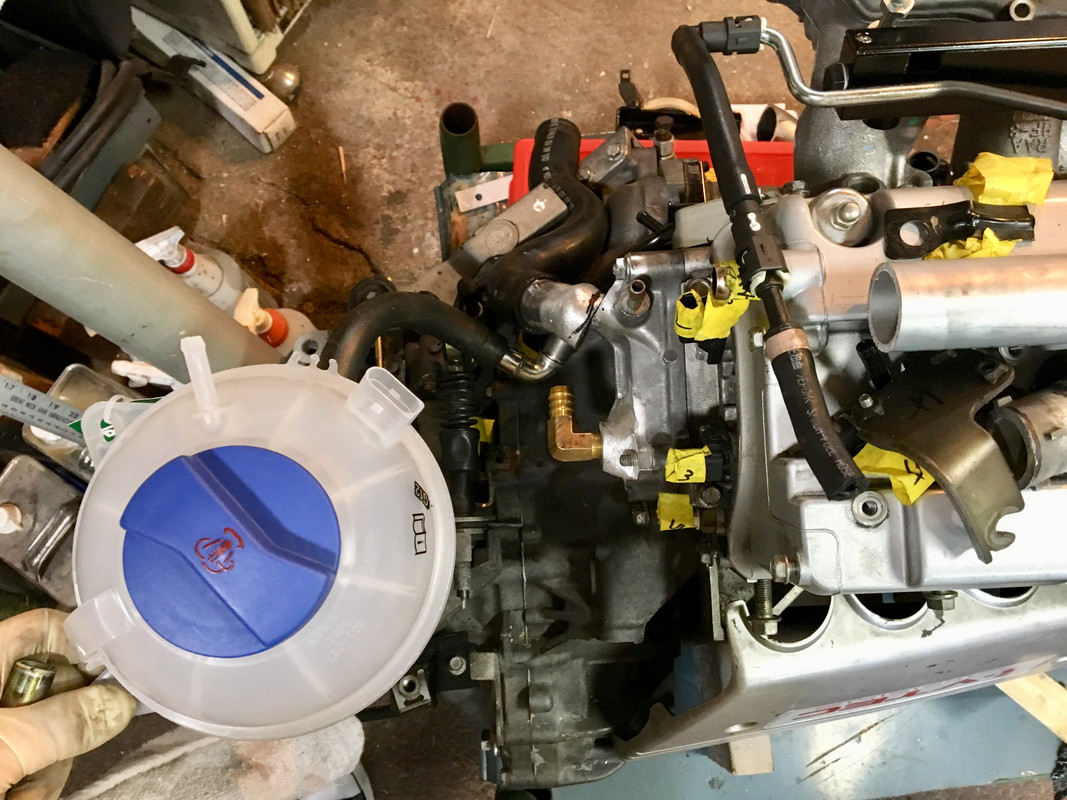
Figuring out the Heater feed/ Expansion Tank feed / Rad hose spaghetti junction. Plan is to keep them from touching the TB / inlet


Assuming the tank is going to be in this vicinity, about level with the head, looking at Rodger's and others. -
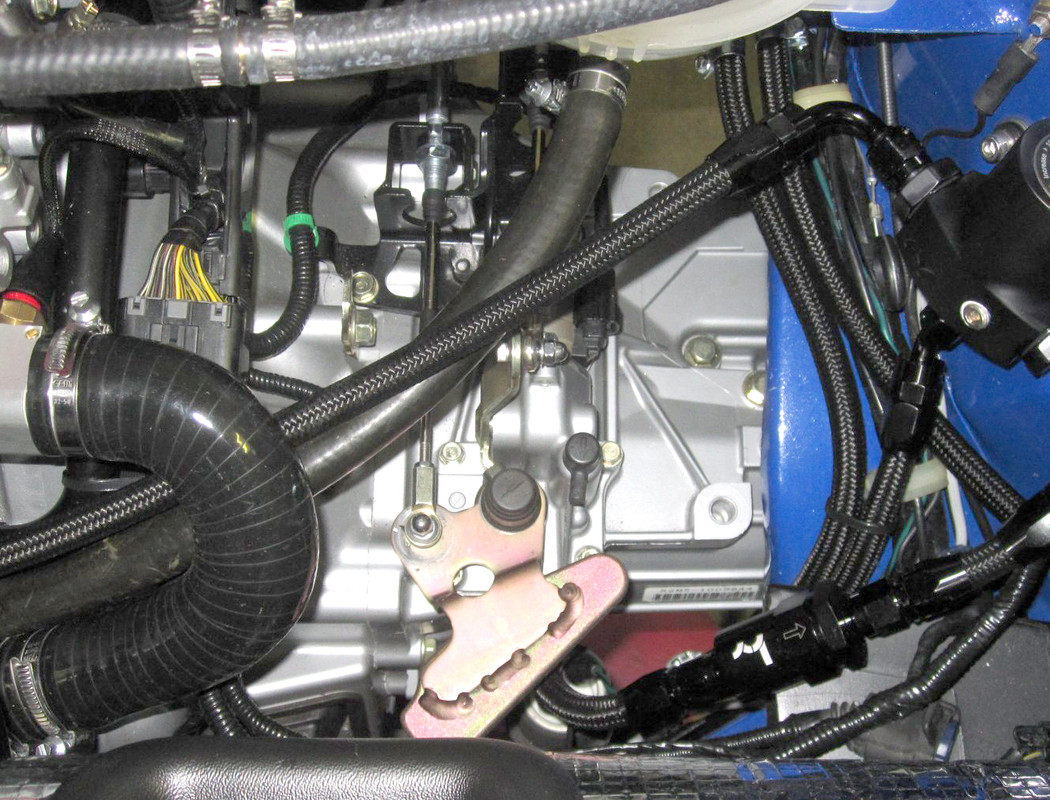
Rodgers pic for visual reference of tank hose placement. My fitting should be far enough forward to get a gentle arc with straight heater hose. Worst case, I get some with a elbow at one end.
Assuming the tank is going to be in this vicinity, about level with the head, looking at Rodger's and others. -
Rodgers pic for visual reference of tank hose placement. My fitting should be far enough forward to get a gentle arc with straight heater hose. Worst case, I get some with a elbow at one end.
Last edited: