
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Preparing For Honda K24a3/AST5 6spd Conversion
- Thread starter lookforjoe
- Start date
-
- Tags
- box engine swap box k20
lookforjoe
True Classic
And your favorite color, too! Love the bling.")
Indeed! Everytime I'd visit your thread, I kept thinking about how ugly the plain cover is by comparison
Your skills never cease to amaze me!
Thank you - I didn't do the cover though, that I bought online. I don't have the equipment for powder coating.
lookforjoe
True Classic
Gathering parts.
Inner axle. EDIT:had to switch back to the TSX inner axle, this one is too short for my setup. Not clear why.
EDIT 11/03/19: Problem was I reversed the hybrid shafts, and had the shorter one assembled with the right side Honda CV. I found out when I tried to install the left side strut & the angles were all wrong due to the longer shaft preventing the alignment of the hub & strut.
This does mean that for TSX (K24) drivetrain, the stock intermediate shaft/carrier setup could be retained & two short axles specified in the MWB kit.

Header parts- Cone Engineering.
CL4-200-3-SS

Jig for setting runners into collector, and merge collector

Inner axle. EDIT:
EDIT 11/03/19: Problem was I reversed the hybrid shafts, and had the shorter one assembled with the right side Honda CV. I found out when I tried to install the left side strut & the angles were all wrong due to the longer shaft preventing the alignment of the hub & strut.
This does mean that for TSX (K24) drivetrain, the stock intermediate shaft/carrier setup could be retained & two short axles specified in the MWB kit.
Header parts- Cone Engineering.
CL4-200-3-SS
Jig for setting runners into collector, and merge collector
Last edited:
lookforjoe
True Classic
Been busy with home repairs & other life stuff, and it's been too darn cold & wet to work out in the garage
Sun was out today, and it got up to around 40º, so I did a little work in prep for the header. Cut off the stock runners ^ ground out the ports to 1.75", so I can fit the 2" OD SS mandrel bends.



Sun was out today, and it got up to around 40º, so I did a little work in prep for the header. Cut off the stock runners ^ ground out the ports to 1.75", so I can fit the 2" OD SS mandrel bends.
lookforjoe
True Classic
So, I got myself very frustrated with the whole header build. Made the mistake of looking at a few top notch Volvo -based builds where they use actual math & jigs, etc., to properly assemble things - made me feel quite inadequate
In any event, I have overcome my temporary setback, and started joining some of the header runner sections. Played around with the amp setting around Tony's recommendation. My dial isn't especially accurate that low down...

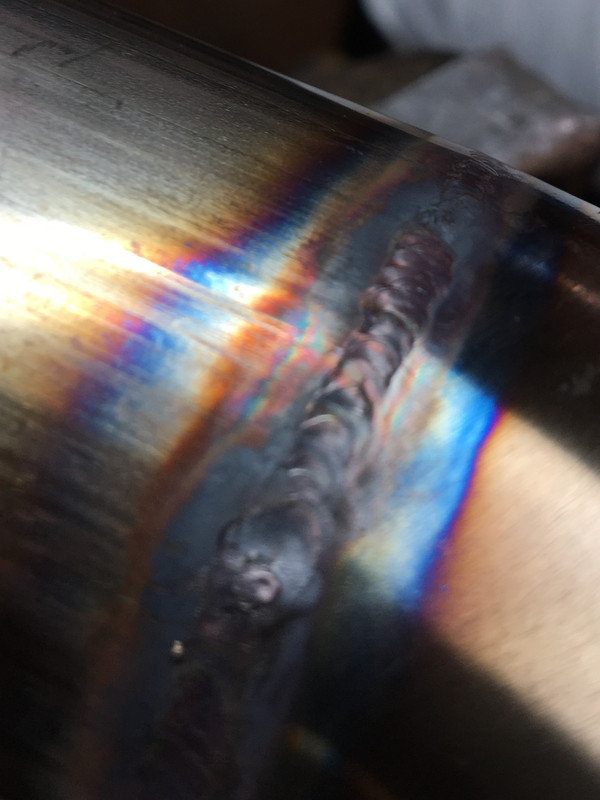
Better than my earlier efforts at least - lowered the amps a little after this one (was right around 30 here)...

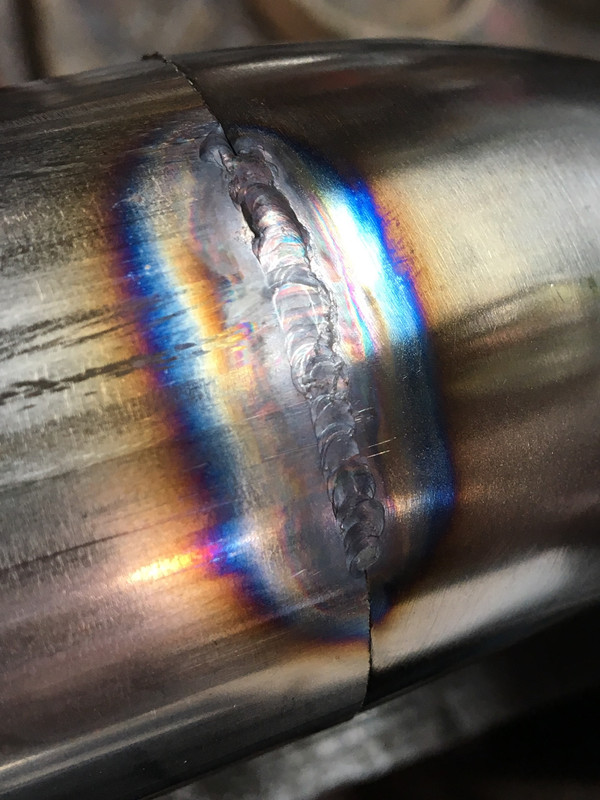
this one felt pretty good going along

Blobs are where I tacked the tubing

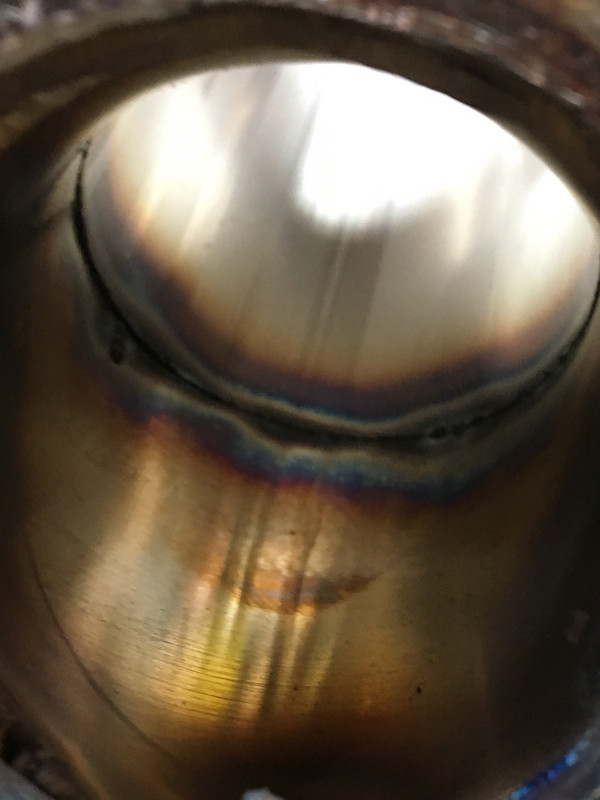
First (with filler) & last (filler used to start weld). I also have no idea how I'm goign to mate them to the flange. I tried tacking one - see the mess in the background here - but I really don't know what amperage/tungsten etc., to work with, since obviously the tube is much thinner than the plate. Videos I found make it look pretty easy, but don't offer tool settings as any kind of guide. I think I will have to enlarge & insert the tube so I can weld the end lip rather than trying to butt weld it..

In any event, I have overcome my temporary setback, and started joining some of the header runner sections. Played around with the amp setting around Tony's recommendation. My dial isn't especially accurate that low down...
Better than my earlier efforts at least - lowered the amps a little after this one (was right around 30 here)...
this one felt pretty good going along
Blobs are where I tacked the tubing
First (with filler) & last (filler used to start weld). I also have no idea how I'm goign to mate them to the flange. I tried tacking one - see the mess in the background here - but I really don't know what amperage/tungsten etc., to work with, since obviously the tube is much thinner than the plate. Videos I found make it look pretty easy, but don't offer tool settings as any kind of guide. I think I will have to enlarge & insert the tube so I can weld the end lip rather than trying to butt weld it..
Last edited:
darwoodious
Darin Nelson
I also have no idea how I'm goign to mate them to the flange. I tried tacking one - see the mess in the background here - but I really don't know what amperage/tungsten etc., to work with, since obviously the tube is much thinner than the plate.
Good progress. I haven't done my SS header yet (planning on doing what you are: picking up some mandrel bent bits and assembling as you see on StainlessHeaders.com and various YouTube channels) but my guess is that you need to commit yourself to the fact you need to get some practice pieces and try various settings. Some of your welds maybe look cold and not fully penetrated - so maybe with more heat and faster speed? I'm definitely not a professional welder.
I'd be curious to hear how the flange practice goes - guessing you have a 1/4" flange you are welding to some 16g (0.065") tubing. I haven't tried to do that yet but I know there's a lot more heat than on the 16g tubing but you direct it carefully to the flange.
That TIG welding sure takes a lot of practice. Keep it up!
EDIT: link to the welding part of the stainlessheaders.com video. Welding parts at 6:50
Last edited:
lookforjoe
True Classic
Good progress. I haven't done my SS header yet (planning on doing what you are: picking up some mandrel bent bits and assembling as you see on StainlessHeaders.com and various YouTube channels) but my guess is that you need to commit yourself to the fact you need to get some practice pieces and try various settings. Some of your welds maybe look cold and not fully penetrated - so maybe with more heat and faster speed? I'm definitely not a professional welder.
I'd be curious to hear how the flange practice goes - guessing you have a 1/4" flange you are welding to some 16g (0.065") tubing. I haven't tried to do that yet but I know there's a lot more heat than on the 16g tubing but you direct it carefully to the flange.
I actually dropped the amperage as I went along - based on Tony's recommendation of 25amps & really small tungsten (can't remember the gauge), so that I could weld without filler.. If I raise it much more, the welds all get 'crispy' on the inside. As you siad, maybe a little more amps & faster transfer.
I'm going to leave the flange welding to the end - If I can't get a decent practice weld on scraps, I'll give it to my machine shop to do the final welds. This is one of the typical motors he plays with:

Header arrangement so far, using the 'shorty' as a rough guide.


Last edited:
darwoodious
Darin Nelson
If I raise it much more, the welds all get 'crispy' on the inside.
Are you purging the inside with argon as you weld or using solar-flux? I did a purge for the 1-1/4" 16g SS tubing I had to cut/weld for the coolant tubes. It is simply amazing the difference between a back purge and none.
IIRC I welded these with around 60A with 1/16" (0.0625) filler wire. I'd like to try 0.045 filler for that 'clean look', so would need to reduce heat or pick up travel speed.



Is that photo the flange you're using or a template to hold the tubes together for welding?
lookforjoe
True Classic
Those look very nice! What sort of color did you have around the welds prior to cleanup? Do you have any pics of that, the visual helps to see what temp difference makes. The thinner rod you wanted to use would reduce the flow through to the inside, I presume.
I have no provision for back purging the welds, so it is what it is. If I were building coolant pipes such as yours I would have to have the shop do it, to make sure the welds are perfect. With headers, I don’t care so much, since they will ultimately need replacing no matter what, in my experience.
The flange is solely for locating the runners precisely for subsequent welding to the collector. This way, one can take care of the inner seams and the merge collector without things creeping out of alignment prior to insertion into the collector for the external weld, that’s what they said anyway.
I have no provision for back purging the welds, so it is what it is. If I were building coolant pipes such as yours I would have to have the shop do it, to make sure the welds are perfect. With headers, I don’t care so much, since they will ultimately need replacing no matter what, in my experience.
The flange is solely for locating the runners precisely for subsequent welding to the collector. This way, one can take care of the inner seams and the merge collector without things creeping out of alignment prior to insertion into the collector for the external weld, that’s what they said anyway.
TonyK
True Classic
You are almost there. Your welds are improving. The machine could also be part of the problem. 25 amps DC with .040" tungsten ( red), pure argon for shielding gas. Not sure of your polarity if it is correct here or not. Currently I am doing some Stainless to Steel tubing welds for Bob Martin's Abarth swap. Will post pictures latter have to go to work. As for flanges, weld the inside of the flange and only put tacks on the outside. Again your fit should be good. The fit is what will give the joint strength, not the weld. Stainless doesn't need much weld to be strong as the metal is not brittle.
TonyK.
Grimsby Ontario Canada.
TonyK.
Grimsby Ontario Canada.
AKimball92
True Classic
Those look very nice! What sort of color did you have around the welds prior to cleanup? Do you have any pics of that, the visual helps to see what temp difference makes. The thinner rod you wanted to use would reduce the flow through to the inside, I presume.
I have no provision for back purging the welds, so it is what it is. If I were building coolant pipes such as yours I would have to have the shop do it, to make sure the welds are perfect. With headers, I don’t care so much, since they will ultimately need replacing no matter what, in my experience.
The flange is solely for locating the runners precisely for subsequent welding to the collector. This way, one can take care of the inner seams and the merge collector without things creeping out of alignment prior to insertion into the collector for the external weld, that’s what they said anyway.
Your welds look good and the coloring is better than mine was
. I was trying desperately to get the heat down but couldn't. you can back-purge while using 1 tank. They make a two way flange so that way you don't need another tank. To provide the needed gas leak I simply used a paper towel, tape, and pressed the other pipe end up to a flat surface. It was simple and I could quickly tell the difference when not back purging.lookforjoe
True Classic
Worked on the runners again today. Some welds were OK, some not so good. running between 25-30amps, 10cfm Argon, DC voltage, .040" tungsten, #6 cup. It's about 40ºF in my garage, and starting a weld is definitely impacted by the working temps, it seems.
Got the two outer runners set up & tacked the the flange, and figured out the angles to bring the one inner runner I had started into the collector flange. I figured out I can do the flange @ 90amps, with around 20cfm Argon. Flange puddles OK, and can walk the heat onto the runner without blowing through it. I used the .040" tungsten even for that, it was actually easier than using a larger tungsten in terms of finer arc control in the space available.

4th runner will be something like this. Also, you can see all the pie cuts I made to fill in the runners as needed to make it all work. I can't do the math for this type of stuff, so eyeballing the angles is what works for me. Since I already knew it was a basic dogleg layout, I started with four 90's - cut into 45's, one cut into four 22.5 sections.

checking on the head

Underside of runner is level with the webbing (with engine tipped to match reference pics) Rodger indicated as center. All the runners will be squared off after they are completed up to the flange, to allow for the merge collector.

Overall length is going to be close to 13" - with collector pushed onto runners where flange now sits

Got the two outer runners set up & tacked the the flange, and figured out the angles to bring the one inner runner I had started into the collector flange. I figured out I can do the flange @ 90amps, with around 20cfm Argon. Flange puddles OK, and can walk the heat onto the runner without blowing through it. I used the .040" tungsten even for that, it was actually easier than using a larger tungsten in terms of finer arc control in the space available.
4th runner will be something like this. Also, you can see all the pie cuts I made to fill in the runners as needed to make it all work. I can't do the math for this type of stuff, so eyeballing the angles is what works for me. Since I already knew it was a basic dogleg layout, I started with four 90's - cut into 45's, one cut into four 22.5 sections.
checking on the head
Underside of runner is level with the webbing (with engine tipped to match reference pics) Rodger indicated as center. All the runners will be squared off after they are completed up to the flange, to allow for the merge collector.
Overall length is going to be close to 13" - with collector pushed onto runners where flange now sits
Last edited:
TonyK
True Classic
Here is a picture of some welds I am doing for Bob Martin. Straight sections are stainless Steel, curved bends are mild steel.
I don't mess with the argon flow when welding. I am at less than 10 Litres per minute. No filler metal used. I also have my tungsten out a bit further than you do when I weld. On the bench I use a water cooled torch.
TonyK.
Grimsby Ontario Canada

I don't mess with the argon flow when welding. I am at less than 10 Litres per minute. No filler metal used. I also have my tungsten out a bit further than you do when I weld. On the bench I use a water cooled torch.
TonyK.
Grimsby Ontario Canada
lookforjoe
True Classic
Here is a picture of some welds I am doing for Bob Martin. Straight sections are stainless Steel, curved bends are mild steel.
I don't mess with the argon flow when welding. I am at less than 10 Litres per minute. No filler metal used. I also have my tungsten out a bit further than you do when I weld. On the bench I use a water cooled torch.
TonyK.
Nice work. Can you clarify - you don't raise the argon or amps for flange work? That's what I was referencing - the flow for the runners I left at 8-10cfm & 25 (30amps depending on whether I was revisiting a weld). I assumed there would be insufficient penetration on the flange if I left it at the 25-30amp range (and melted tungsten if insufficient flow relative to amps).
I've looked at several videos on building a water cooled unit. I did buy a head with water I/O, but it's the wrong style head for my consumables - not sure how I screwed that up...
Last edited:
AKimball92
True Classic
Here is a picture of some welds I am doing for Bob Martin. Straight sections are stainless Steel, curved bends are mild steel.
I don't mess with the argon flow when welding. I am at less than 10 Litres per minute. No filler metal used. I also have my tungsten out a bit further than you do when I weld. On the bench I use a water cooled torch.
TonyK.
Grimsby Ontario CanadaView attachment 17554
Why do you not use any filler rod. From my reasoning, this would make a weaker joint as there are always going to be gaps in the join prior to welding. If you use base metal to fill in those gaps there is in the end less material than if there wasn't a weld seam.
TonyK
True Classic
Nice work. Can you clarify - you don't raise the argon or amps for flange work? That's what I was referencing - the flow for the runners I left at 8-10cfm & 25 (30amps depending on whether I was revisiting a weld). I assumed there would be insufficient penetration on the flange if I left it at the 25-30amp range (and melted tungsten if insufficient flow relative to amps).
I've looked at several videos on building a water cooled unit. I did buy a head with water I/O, but it's the wrong style head for my consumables - not sure how I screwed that up...
I don't mess with the gas flow, but I am in a shop with no drafts. The current must be upped for the flange as the metal will not melt or flow and form a puddle. I am doing bench work here with my water cooled torch. Depending where you are set up, just run a city cold water line to the torch and return it to drain, you don't need a rad, pump and fan set up unless you want to be mobile. I would also snub the flow of the city water down as well if I went this route.
TonyK.
Grimsby Ontario Canada.
Why do you not use any filler rod. From my reasoning, this would make a weaker joint as there are always going to be gaps in the join prior to welding. If you use base metal to fill in those gaps there is in the end less material than if there wasn't a weld seam.
Filler rod is not used because it is not needed. When it comes to headers how much strength do you think you need? I only weld 80% that way I don't need to back purge. Adding filler also takes a lot of time and uses more argon, if it was needed I would do it, but it is not. I have never had a header crack at the weld or any place else, but my headers and flanges are made from 304 stainless steel.
TonyK.
Grimsby Ontario Canada.
Last edited:
lookforjoe
True Classic
Why do you not use any filler rod. From my reasoning, this would make a weaker joint as there are always going to be gaps in the join prior to welding. If you use base metal to fill in those gaps there is in the end less material than if there wasn't a weld seam.
Taking Tony's advice on this, it is much easier to get a nice smooth seam with no filler. Once you get the right amps & torch positioning, the two metal just flow together so nicely
More work on the inner runners after work.

Inner runner welds pretty ugly here, just couldn't get the flow going cleanly there.

Small wedge will go in that open spot in inner runner

like so....


After runners are done, end will be leveled & merge collector added.

lookforjoe
True Classic
I am doing bench work here with my water cooled torch. Depending where you are set up, just run a city cold water line to the torch and return it to drain, you don't need a rad, pump and fan set up unless you want to be mobile. I would also snub the flow of the city water down as well if I went this route.
TonyK.
Grimsby Ontario Canada.
I'm going to have cogitate on this a little. I don't have running water in my garage, so a recirc unit really makes more sense. I'm also not sure how much difference it would make, given for this type of work, I'm not welding continuously for a protracted period of time, unless water cooled makes a difference under any circumstances.
darwoodious
Darin Nelson
I think for SS and small stuff like this, a water cooled torch is overkill. It is SUPER useful for heavier gauge aluminum as the amperage is way higher and you can keep welding without melting your torch. Air cooled should be fine.
Invest in a dual regulator instead!
https://www.amazon.com/0-15MPA-Mete...44752409&sr=8-5&keywords=dual+regulator+argon
https://www.amazon.com/Backpurge-Me...44752409&sr=8-7&keywords=dual+regulator+argon
https://store.cyberweld.com/smduflre30se.html
Invest in a dual regulator instead!
https://www.amazon.com/0-15MPA-Mete...44752409&sr=8-5&keywords=dual+regulator+argon
https://www.amazon.com/Backpurge-Me...44752409&sr=8-7&keywords=dual+regulator+argon
https://store.cyberweld.com/smduflre30se.html